
真空室制造详解:面向国际买家的分步入门指南。

 由管理员发布
由管理员发布1. 工程与准备
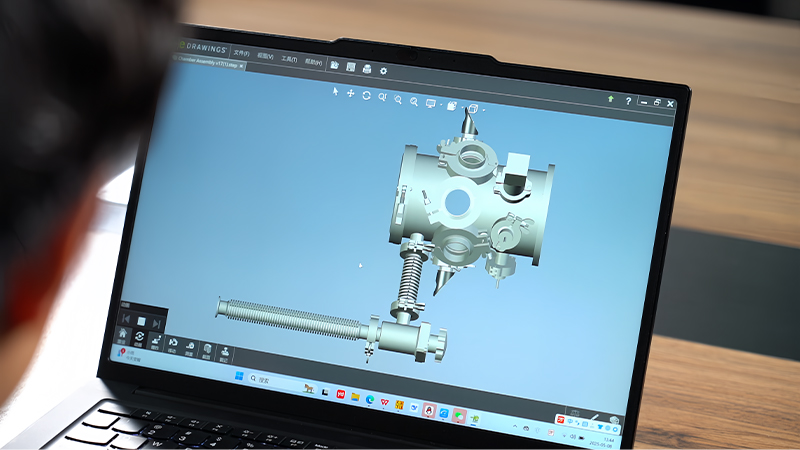
1.1 设计包
几何形状:定义内部布局、泵、压力表和视口,以及电极/目标位置。
真空规格:设定极限压力、泄漏率、耐压;据此选择合金、焊接方法、密封类型。
文件:详细图纸、总装配图、焊接顺序图、完整GD&T。
1.2 材料和耗材
合金:304L/316L 奥氏体不锈钢(低碳、低放气);可根据要求提供铝合金或钛合金。
耗材:配套填充丝、真空级密封件、CF/KF 硬件。
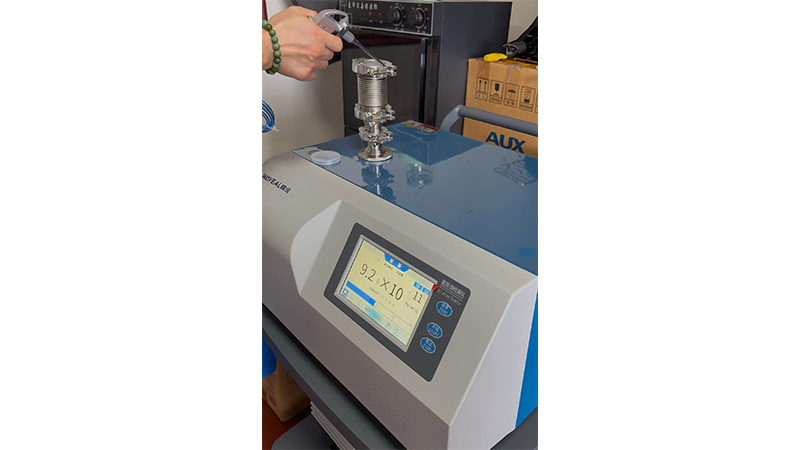
计量学:氦质谱检漏仪、表面粗糙度计、三坐标测量机。
2. 材料加工
2.1 预处理
脱脂:用碱性溶液或超声波浴去除轧制油。
酸洗钝化:去除氧化层/水垢,恢复氧化铬膜。
防护措施:加工过程中需佩戴手套或使用防护膜。
2.2 切割和成型
切割方式:等离子切割、激光切割或水刀切割。
辊压成型:板辊上的圆柱体;折弯成型的矩形壳体。
机器加工:将密封槽、螺纹端口加工至 Ra ≤ 0.8 µm。
开孔:数控切割窗口、泵端口;倒角。
3.装配和焊接
3.1 钉子组件
定位时尽量减少点焊;选择合适的焊接顺序以平衡收缩。
3.2 焊接
工艺:默认采用 GTAW(TIG);高纯度接头采用电子束焊接。
验收标准:零气孔、完全熔透、内焊缝光滑;单面焊缝通常采用背面保护,以实现“双面”焊缝。
关键接缝 100% 现场氦气泄漏测试。
4. 焊后操作
4.1 缓解压力
炉内或局部 PWHT 温度为 450–650 °C;大型零件可采用振动消除应力处理。
4.2 最后清洁
对焊接区域进行重新酸洗;超声波清洗→去离子水→热风干燥;经认证残留有机物≤1 mg/m²。

5. 质量验证
尺寸和外观:腔室长度、端口间距、法兰平面度≤0.1毫米/100毫米。
真空:积分泄漏率≤1×10⁻⁹ Pa·m³/s(或客户等级)。
泵送下降:在公布的曲线范围内达到规定的极限值。
机械方面:在 1.3 倍设计压力下进行静水压或气压耐压试验。
6. 加工和发货
表面处理:玻璃珠抛光、缎面抛光或电抛光(Ra ≤ 0.4 µm)以减少气体负载。
保护措施:PVC薄膜+干燥剂袋,防震箱。
可直接投放至库存或与泵、阀门和沉积源集成。
我们的真空室每个阶段都可追溯至 ISO 9001 和 EN 13980 (ATEX)(如适用),因此无论在全球何处,都能立即投入高真空作业。



